
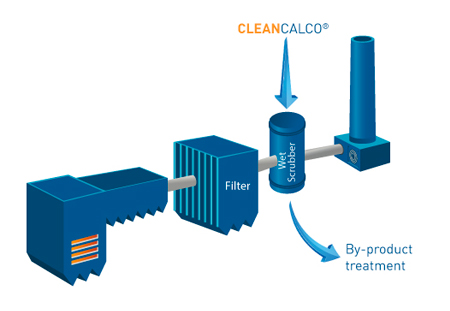
 Wet lime systems are well established in some industries such as Power Generation & Waste to Energy. This process is based on the large degree of contact between the circulating slurry and the flue gases. This slurry circulates in the absorber tower (or scrubber) to neutralize the condensed flue gas pollutant. The pH of the slurry is a key parameter to be monitored as it drives the entire system. The pH is controlled by the addition of fresh milk of lime.
Wet lime systems are well established in some industries such as Power Generation & Waste to Energy. This process is based on the large degree of contact between the circulating slurry and the flue gases. This slurry circulates in the absorber tower (or scrubber) to neutralize the condensed flue gas pollutant. The pH of the slurry is a key parameter to be monitored as it drives the entire system. The pH is controlled by the addition of fresh milk of lime.
As with the well-known limestone process, the lime slurry can be oxidized at the bottom of the absorber (Calcium sulfite → Calcium sulfate) and a portion of this slurry is periodically removed and treated to remove the residues. Physical separation by hydro-cyclone and/or belt vacuum filtering allows the removal of calcium sulfate, also called FGD-gypsum, from the slurry. This FGD-gypsum can be marketable wallboard grade gypsum if the system is designed for this purpose. The resulting gypsum is also much whiter than gypsum produced from the limestone process. Some layouts do not include forced oxidation.
Performance of such systems depends mainly on:
- the quality of the milk of lime used: chemical (purity) and physical properties such as particle size, reactivity and hardness
- the design and the quality of the equipment
Key benefits of wet systems with CleanCalco®
- Highly reactive sorbent allowing
- reduced sizing of equipment
- lower parasitic load to operate the flue gas cleaning (FGC)
- lowest stoichiometry ratio (Ca/Pollutant) versus dry or wet limestone process
- Marketable/saleable by-product (wallboard-quality gypsum)
- Low CO2 emission for the FGC step:
- no CO2 produced at the FGC plant versus limestone process
- lower parasitic load versus limestone process
- lower reagent use due to a lower stoichiometry
- Wet process provides higher contact between reagent and flue gas
Product range
- CleanCalco® QL is our quicklime for milk of lime preparation
- CleanCalco® SD is our hydrated lime for the preparation of the suspension
- AquaCalco® is our ready-to-use milk of lime
The reagent preparation is critical for success because non-optimum slurry can lead to lower removal efficiency than the design calls for and can cause major operating issues. Our products have been developed to fit all customer/engineering specifications; however, we strongly advise to you to plan and design your FGC process in close cooperation with a reagent supplier such as Carmeuse in order to optimize the entire process.
Key applications
- Heat & Power Generation
- Waste to Energy, often combined with other processes or as a part of a multi stage wet process